
If you’ve ever tried to bend a stainless steel tube by hand and ended up with a kinked, ovalised mess, you already know why CNC tube bending matters. Precision bending isn’t just about looks. It’s about repeatability, structural integrity, and shaving hours off production runs that used to eat entire shifts.
At NSSC, we work with engineers, fabricators and buyers who need bends that come off the machine the same way every time, whether it’s a single prototype balustrade or a batch of 500 frame components. Backed by more than 40 years working stainless steel and an ISO-certified fabrication process, we’ve made CNC tube bending the quiet workhorse behind everything from hospitality fit-outs to mining roll-cages and FMCG process loops.
In this 2026 guide we’ll unpack how the process actually works, where it beats manual methods, the materials it suits best, and what to look for when you’re choosing a bending partner in South Africa. No fluff, just the practical detail you need before you spec your next job.
Key Takeaways
- CNC tube bending delivers repeatable precision to within fractions of a degree, giving identical results across batches of 20 to 2,000 units, which manual methods cannot match reliably.
- Multi-bend CNC tube bending produces complex geometries in single continuous pieces, eliminating the heat distortion and weak points introduced by welding separate bent sections together.
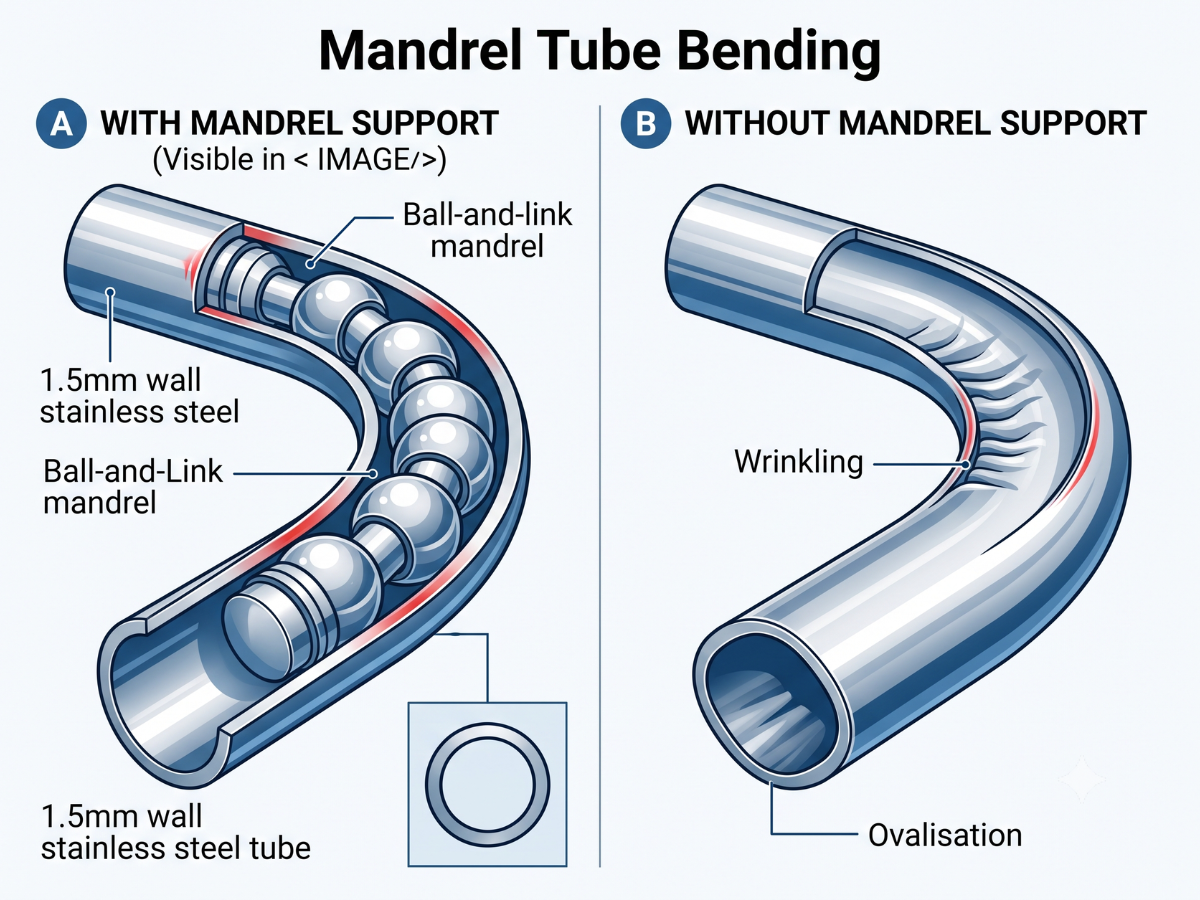
- Mandrel tube bending, essential for tight radii below 2× outside diameter and thin walls under 1.5 mm, prevents wall collapse and wrinkling while keeping the clean, round cross-section critical for visible and fluid-flow applications.
- CNC tube bending in stainless steel (304, 316 and 430 grades) is now the standard across hospitality, FMCG, mining, automotive and architectural work, where build quality directly reflects product integrity.
- A local partner like NSSC converts designs to bend schedules, provides springback compensation, and delivers batches within 5-15 working days, cutting out the six-week lead times of overseas manufacturing.
- Choosing the right bending partner means assessing machine capability, tooling depth, material stock, quality processes and honest design advice, not simply picking the cheapest quote.
What Is CNC Tube Bending and How Does It Work?
CNC tube bending is a computer-controlled process that bends metal tube or pipe to precise angles, radii and orientations defined in a digital program. Instead of an operator pulling a lever and eyeballing the angle, the machine reads a bend schedule, usually a series of YBC values (Y for feed length, B for rotation, C for bend angle), and executes each bend automatically.
The tube is clamped against a bend die, then drawn around it by a rotating arm while a pressure die supports the outside of the bend. For tighter radii or thin-walled stock, a mandrel sits inside the tube to stop the wall collapsing. Between bends, the machine feeds the tube forward and rotates it around its own axis, lining up the next bend in three dimensions.
The result is a part that matches the CAD model to within fractions of a degree, repeated identically across a batch. That’s the real value: not the single bend, but the hundredth one looking exactly like the first.
Key Advantages of Automated Tube Bending Over Manual Methods
Manual bending has its place: one-off site repairs, rough jigs, low-spec work. But once you’re producing parts that need to fit, weld up cleanly, or pass inspection, automated tube bending pulls ahead fast. Here’s where CNC earns its keep:
- Repeatability. A programmed bend at 47.3° will be 47.3° on part one and part five hundred. Manual benders drift with operator fatigue and tooling wear.
- Speed on multi-bend parts. A complex part with six bends in three planes can be finished in under a minute once the program is loaded. Manually, you’d be marking, indexing and rechecking for half an hour.
- Less scrap. Mandrel support and programmed springback compensation mean fewer wrinkled, flattened or over-bent rejects.
- Cleaner aesthetics. Critical for visible work like balustrades, handrails and architectural frames where any ovalisation shows.
- Lower per-part cost at volume. The setup time is front-loaded; after that, each part comes off cheaper than manual labour can match.
For batch work, the maths almost always favours automation.
CNC Pipe Bending vs Tube Bending: Understanding the Differences
People use “pipe” and “tube” interchangeably, but in fabrication they’re not the same thing, and the difference matters when you’re programming a bend.
Tube is specified by its outside diameter (OD) and wall thickness. It’s typically used where structural strength, appearance or precise dimensions matter: handrails, frames, automotive, furniture.
Pipe is specified by nominal bore (NB) and schedule. It’s designed to carry fluids or gases, so the inside diameter is what counts. Pipe usually has thicker walls relative to its diameter than tube.
That distinction changes the tooling. CNC pipe bending generally uses heavier dies and larger centreline radii because pipe is stiffer and less forgiving on tight bends. Tube bending, especially with thinner walls, often calls for mandrel support to keep the cross-section round.
In practice, the same CNC machine handles both. You swap tooling and adjust the program. What matters is telling your bender exactly what you’ve specified, OD and wall, or NB and schedule, so the right dies go on the machine first time.
Common CNC Tube Bending Techniques
Not every bend is created equal. The technique we choose depends on the radius, the wall thickness, and how many bends need to live on a single part. Two methods come up again and again.
Mandrel Tube Bending for Tight Radii and Thin Walls
Mandrel tube bending uses a steel plug, often a ball-and-link mandrel, inserted inside the tube right at the point of the bend. As the tube wraps around the die, the mandrel supports the inner wall and stops it buckling or collapsing inward. We reach for mandrel bending when:
- The centreline radius is less than 2× the tube OD.
- Wall thickness is under about 1.5 mm on common stainless sizes.
- The part is visible, polished, or needs to flow fluid without turbulence.
Without a mandrel, tight bends on thin-walled stainless will wrinkle on the inside of the bend or flatten across the outside. With one, you get a clean, round cross-section that’s almost indistinguishable from the straight section either side.
Multi-Bend Tube Bending for Complex Geometries
Multi-bend tube bending is where CNC really shines. A single tube can carry six, eight, ten or more bends in different planes, each one programmed in sequence. The machine feeds, rotates, and bends without the operator touching the part between cycles.
This is how roll-cage frames, exhaust headers, balustrade transitions and process pipework get made efficiently. Instead of welding multiple bent sections together, which introduces heat distortion, joints and weak points, the part comes off the machine as one continuous piece: stronger, lighter, and faster to install on site.
Materials and Tube Specifications Suited to CNC Bending
CNC bending isn’t material-fussy in principle, but stainless steel is where NSSC focuses. It’s what most South African fabricators are asking for, and it’s what behaves predictably under programmed bending. The grades we handle most often:
- 304 / 304L, the workhorse. Great for balustrades, frames, food-contact work and indoor architectural use.
- 316 / 316L, the marine and chemical grade. Essential for coastal installs, FMCG process lines, and anywhere chlorides or aggressive media are involved.
- 430, budget-friendly for decorative work where corrosion exposure is mild.
Typical capability across our equipment covers OD from roughly 12 mm up to 76 mm, with wall thicknesses from 1.0 mm to 3.0 mm depending on radius. Minimum centreline radius is usually around 1.5 to 2× OD with a mandrel.
If you’re not sure what grade or wall to spec, browse our stainless tube and product range, or send us the application and we’ll recommend a combination that bends cleanly and lasts. After four decades supplying stainless to industry, matching grade to job is second nature.

Industries and Applications That Rely on CNC Tube Bending
CNC tube bending touches more sectors than most people realise. A few we work with regularly:
- Commercial property and hospitality. Balustrades, handrails, signage frames, café furniture, hotel fit-outs. Anything visible where bend quality is part of the product. A wrinkled handrail tells a guest the whole build was cut-price.
- FMCG and food processing. Stainless process loops, CIP lines, conveyor frames. Mandrel-bent 316L tube means smooth internal flow, no crevices for bacteria, and clean welds at the joints.
- Mining and heavy industrial. Roll-over protection structures (ROPS), guard frames, walkway handrails, instrument tubing. Repeatability matters here because parts are often welded into larger assemblies; one out-of-spec bend throws the whole jig.
- Architecture and signage. Curved façade elements, feature staircases, bespoke joinery. Designers love what CNC bending lets them draw, because we can actually build it.
- Automotive and motorsport. Roll cages, exhaust runs, intercooler piping. Tight tolerances, complex geometries, often in small batches.
The common thread: when the bend has to be right, and right again, CNC is the answer.
Batch Tube Bending in South Africa: Scaling Production Efficiently
Batch tube bending in South Africa has historically been split between two extremes: small workshops doing manual one-offs, and large OEMs running dedicated cells overseas. The middle ground, fast, accurate, locally produced batch runs, has been under-served.
That gap is closing. With programmed setups, we can switch between part numbers in minutes rather than hours, which makes batch sizes from 20 to 2,000 units economically viable. Once a bend program is proven on the first article, every subsequent part comes off the machine to the same spec. A few things that make batch work efficient on our side:
- CAD-to-bend-schedule conversion. Send us a STEP file or a dimensioned drawing and we’ll generate the YBC data and prove it on a sample before committing the batch.
- Springback compensation library. We’ve built up correction values for the grades and sizes we run most, so first-off parts hit tolerance fast.
- Local lead times. No six-week container wait. Typical batch turnaround sits between five and fifteen working days depending on volume and finish.
For anyone scaling a product from prototype to production, that local responsiveness is the difference between hitting a launch date and missing it.
How to Choose the Right CNC Tube Bending Partner
Not all bending shops are equal, and the cheapest quote is rarely the best deal once you factor in scrap, rework and missed deadlines. Here’s what we’d suggest you weigh up before placing an order. It’s also a fair way to measure NSSC:
- Machine capability. Ask for the OD range, wall thickness range, minimum radius and maximum bends per part. If your job sits at the edge of their envelope, push for a sample bend before committing.
- Material handling. A partner who stocks the stainless grades you need, and understands the metallurgy, saves you sourcing headaches. NSSC holds 304 and 316 in common tube sizes, so projects don’t stall waiting on raw material.
- Tooling library. Each tube OD and radius combination needs its own bend die set. A shop with a deep tooling library can quote your job without tooling-up costs eating the margin.
- Quality process. First-article inspection, dimensional reports, and traceability on the stainless heat number, backed by our ISO-certified process. Especially important for FMCG and structural work.
- Complementary services. Sometimes a part needs CNC bending plus section and pipe rolling for the large radii, polishing, or welding. Having those under one roof removes handoffs.
- Honest scoping. A good partner will tell you when manual or mandrel bending within our broader tube and pipe bending services is the smarter call, rather than defaulting to CNC just to fill the machine.
If you’ve got a drawing ready, send it through with quantity and grade. We’ll come back with a bend schedule, a price, and a realistic lead time, and we’ll flag anything in the design that will cause grief on the machine before it costs you a batch.
Why Fabricators Choose NSSC for CNC Tube Bending
Strip this guide back to essentials and the right partner is one with the machine capability, the stainless stock, the tooling depth, and the honesty to scope your job properly. That’s the standard NSSC has held for over four decades:
- 40+ years working stainless steel, so grade selection, springback behaviour and weldability are second nature, not guesswork.
- ISO-certified fabrication, with first-article inspection and heat-number traceability on structural and food-contact work.
- 304 and 316 held in stock in common tube sizes, so your batch doesn’t wait on raw material.
- Local South African production, with 5–15 working-day batch turnaround instead of six-week overseas lead times.
Ready to spec your next job?
Send us a STEP file or a dimensioned drawing with your quantity and grade, and we’ll return a bend schedule, a price and a realistic lead time. Request a quote from NSSC or explore our tube and pipe bending services.
Frequently Asked Questions About CNC Tube Bending
What is CNC tube bending and how does it differ from manual bending?
CNC tube bending is a computer-controlled process that bends metal tubes to precise angles and radii. Unlike manual bending, which relies on operator skill, CNC machines read a bend schedule and execute each bend automatically, ensuring consistency across every part in a batch and significantly reducing scrap and production time.
When should you use mandrel tube bending?
Mandrel tube bending is essential for tight radii (less than 2× tube outside diameter) and thin-walled stainless steel (under 1.5 mm). The internal steel plug prevents the tube wall collapsing inward during bending, producing clean, round cross-sections ideal for visible or fluid-carrying applications.
What is the difference between pipe and tube for CNC bending applications?
Tube is specified by outside diameter and wall thickness, while pipe uses nominal bore and schedule. This distinction affects tooling and technique: pipe generally requires heavier dies and larger radii due to its stiffer construction compared to tube.
Which stainless steel grades are best suited for CNC tube bending?
The most common grades are 304/304L for general and food-contact work, 316/316L for marine and corrosive environments, and 430 for budget-friendly decorative applications. Each grade behaves predictably under CNC bending and suits specific industries.
What industries benefit most from CNC tube bending?
CNC tube bending serves hospitality (balustrades, handrails), FMCG and food processing (sanitary stainless loops), mining (roll-cages), automotive (exhaust systems), and architecture. Anywhere precision, repeatability and structural integrity are essential, CNC bending is the answer.
How long do typical batch tube bending projects take in South Africa?
Most batch runs turn around within five to fifteen working days, depending on volume and finishing requirements. Local production eliminates overseas lead times and enables fast CAD-to-production conversion with programmed setups and springback compensation libraries.